|
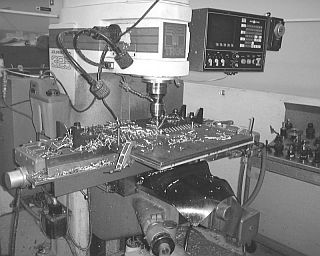
Flue Sheet Drilling The pattern of holes was laid out using a computer aided design (CAD) program called FastCAD. The use of the CAD program allowed for the accurate spacing and placement of each of the 636 half-inch holes to be drilled in the two flue sheets. The CAD program then output a file that was fed into a computer numerical control (CNC) milling machine. With both the 5/16” and the 3/8” flue sheets clamped together on the milling machine table and a 1/2-inch cobalt drill in the chuck the milling machine was left to drill the holes. Due to table movement restrictions only half of the flue sheets could be drilled at once. The sheets were then rotated 180-degrees and the remaining half drilled. Twenty hours was required to drill all 636 holes using only two drill bits. After the holes were drilled another 10 hours of milling machine time were required to cut the square flue sheets into a circle and then apply the proper bevel edge for welding. The nice thing about a CNC drilling operation is that it can progress unattended for the most part. |