|
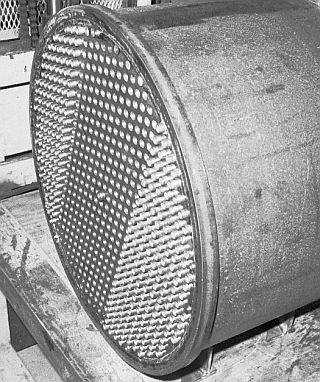
Top Flue Sheet With Flues In Place Rolling of the top flues was more critical than the rolling of the bottom flues. This is due to the fact that the top flues have to be tight to insure there won’t be any steam leaks at 600 PSIG. The bottom flues do not have to be pressure tight as the welding process insures no leaking. Elliott recommends that the tube expansion for a steel tube in a steel flue sheet should be 3% to 4%. Actual boiler measurements indicated the flue holes were 0.501" ID to 0.503" ID. Measurements of the tubes showed them to be measuring 0.499" OD to 0.500: OD with the inner wall measuring 0.400" ID to 0.402" ID. Thus based on consultations with Elliott the tubes should be rolled to a 0.414” ID to 0.416” ID. Eighteen 0.217" ID x 0.50" OD x 0.052" thick flat washers were needed to provide an expansion of 0.415" to the tube ID. |